



华尔新材料科技有限公司坚持以“质量求生存,诚信求发展”。不断丰富“科技为先,品质为本,追求卓越,诚信天下”的企业文化内涵,积j i参与市场竞争,靠“诚信广交朋友,靠服务增进感情,真诚为客户创造价值”,为广大客户提供更完善的服务。



复合管护栏焊接不锈钢复合管的时候有什么质量要求
不锈钢复合管是不锈钢产品的一个比较重要的类型,对于不锈钢复合管的质量要求是比较高的,它尤其是在各种的工程上是发挥着比较重要的作用的,不锈钢复合管属于一种新型的复合管的类型,对于相关的焊接的技术是有着比较大的要求的,要进行焊接的质量过关才可以,要不然的话不锈钢复合管就会在使用的时候受到影响,对于焊接的技术以及焊接的师傅的要求也是比较高的,因此在进行设计和生产的时候也是比较关注这个环节的。
不锈钢复合管工程集输管线选用不锈钢复合管 。该管材属于新一代设计产品,对于输送混合气液有着**的应用前景,为先导试验区建设打开新局面由于该新型管材在油田地面建设工程尚未接触,焊接工艺尚未成熟,处于摸索阶段。不锈钢复合管厂对焊接工艺**重视,积极与业主和设计联系,成立不锈钢复合管焊接工艺领导小组。不锈钢复合管焊接这种新工艺,对焊工更是一种新的挑战,焊工在培训期间通过每天的焊件外观检查总结,焊接水平不断提高,培训效果良好,为**该类管材的焊接质量奠定了良好的基础,同时为先导试验区工程建设打开良好局面,为工程保质保量顺利进行打下坚实基础。



如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。



不锈钢复合管护栏连接的方式和步骤?
不锈钢复合管护栏的用途是比较广泛的,在各种的建筑和施工中都是要注意相关的安装问题的,在实际的应用中
有的时候不锈钢复合管护栏并不是进行单独地使用的,而是和其他的管件连接在一起进行使用的。不锈钢复合管护栏
连接的科学性和正确性就成为了比较重要地问题了。对于怎样进行连接呢?以下是具体的方式和步骤供大家进行参考
:
全屏蔽双密封管件是一种解决了管道连接的密封的安全问题又解决了水质不受连接件污染的不锈钢复合管护栏配
套专用管件。全屏蔽双密封管件在研发之初首先确定的是要方便安装,所以研发时沿用了大家熟悉的玛钢管件的连接
方式和连接尺寸,这样一来只要会安装镀锌管就会安装不锈钢复合管护栏。
连接方式和尺寸都与镀锌管件相同但是输水效果是截然不同的,全屏蔽双密封管件在输水过程中,和不锈钢复合
管护栏输水的效果是一样的,水都只接触不锈钢,所以既连接可靠又有卫生保障。
在可靠的连接方式的支持下,在国内早推出了不锈钢复合管护栏,并在短短的几年内占据了输水管材市场的领
导地位。今天的管网工程,从市政供水管网到建筑室内管网,从医院建筑到学校建筑到酒店建筑到商务写字楼到居住
商品房都在使用不锈钢复合管护栏。


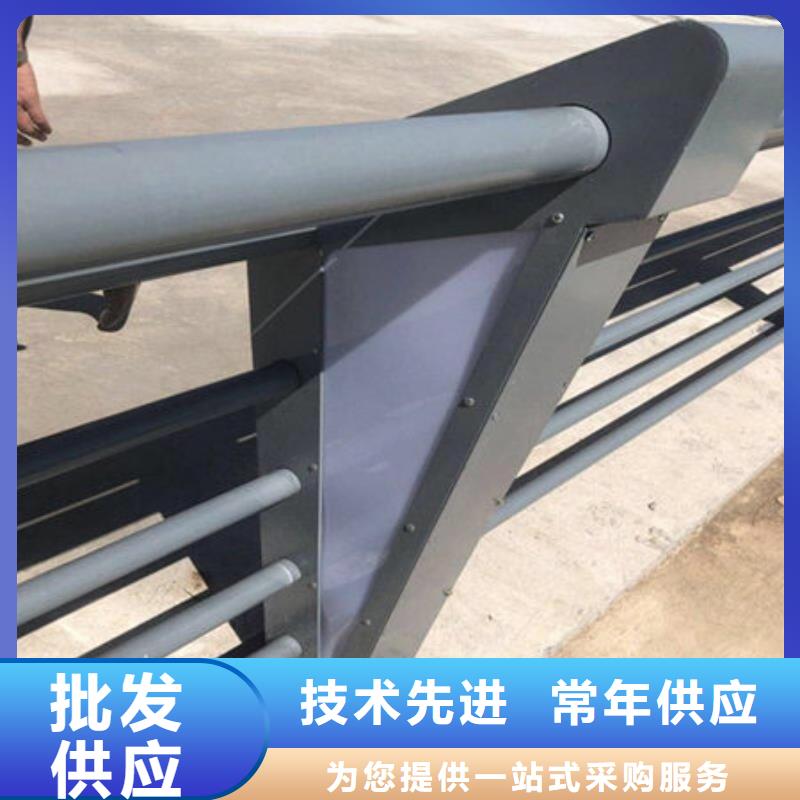
桥梁护栏的喷粉处理技术分析
桥梁护栏喷粉过程中,要注意吊具的导电性,且吊具上的涂层不宜太厚,过厚时可采取集中焚烧的方法清除用具上的涂层;由于工件较重,一定要设计好挂具,要求挂具牢固可靠。
桥梁护栏采用预烘的目的:一是除去工件上剩余的水分,二是可以保证一定厚度的粉末涂料较好地附着在工件的表面,三是保证工件尽快均匀受热,加快固化过程一般预烘的温度是80—140℃。
对于桥梁护栏产品,根据其特点,采用自动喷枪另加手工喷枪补喷相结合的形式,目的是实时监控喷粉质量,保证产品质量稳定。一般纯聚酚粉术涂料的固化条件是200℃,10min,通过调整加热炉的温度和链速来保证固化温度和时间。
桥梁护栏喷粉采用冷风吹干,在吹干的过程中,对工件进行检查,对于允许缺陷,如流挂、起泡、露底、缔孔等可用丙酮等稀释粉末涂料,趁工件未晾时涂程或喷覆于缺陷表面,用余热固化对于重大缺陷需要进行返修处理,根据涂膜厚度选取不同的处理方法,一般有直接上件重新喷粉、机械打磨、用脱膜剂处理三种方法。


